August 30, 2024
For many years, a fundamental cornerstone of automated quality control in papermaking is moisture control. However, the corrugating process is typically controlled with temperature, which is absolutely necessary for flute forming and bonding, but as corrugators worldwide see firsthand, warping, poor bonding, and other issues still regularly occur.
Temperature measurements alone are not sufficient to control wood fiber-based processes. It is primarily moisture, not temperature, that changes the dimensions.
Wood fibers swell and shrink with moisture content. This is the source of warping in corrugated board. Uneven moisture across the board leads to different rates of contraction, creating tension and stress in the board layers that cause bending.
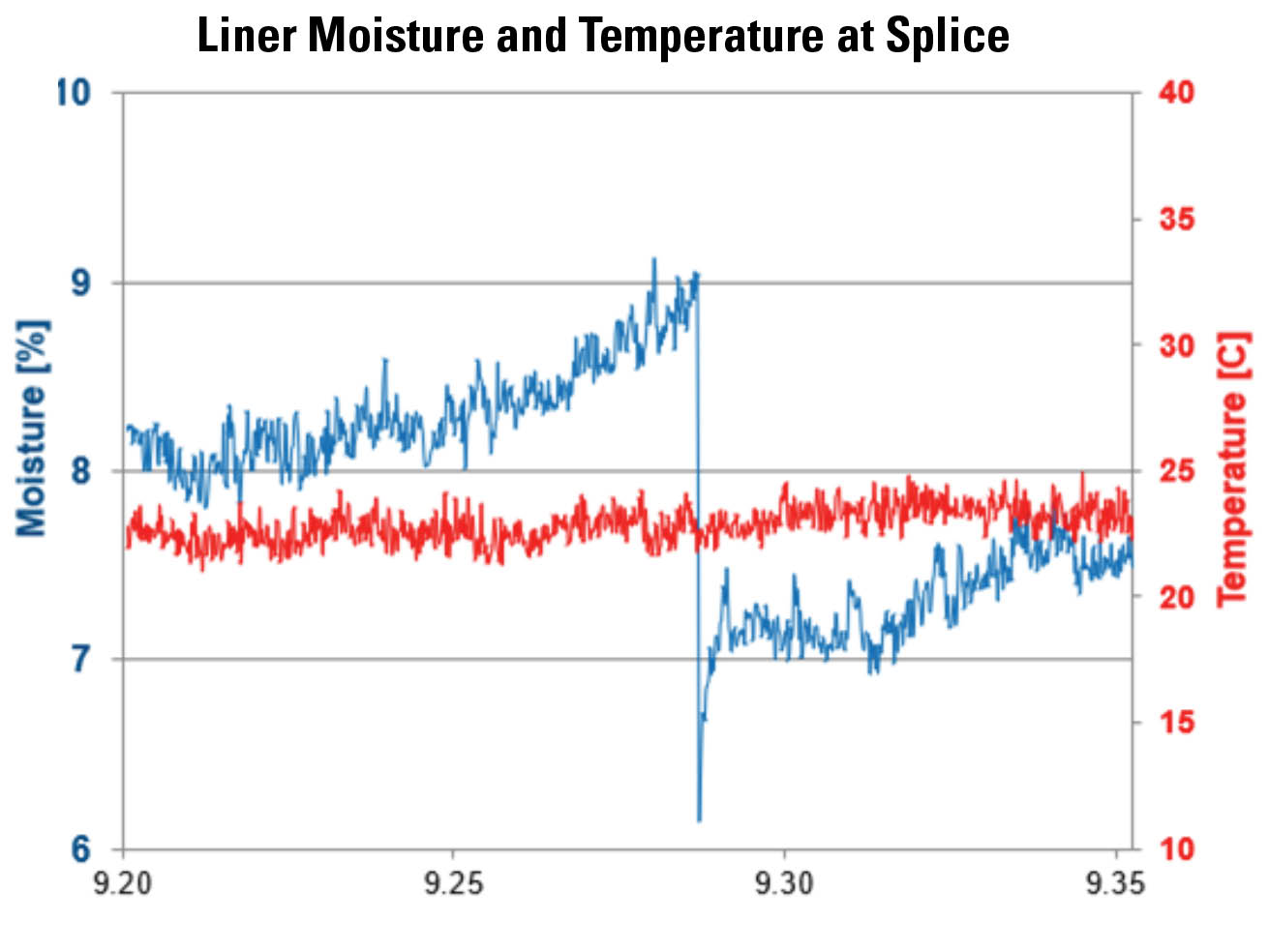
It is common not to measure a change in temperature, yet once you add moisture to the picture, the root cause of quality issues seen on stacker minutes later is clear.
Through extensive testing and development, a measurable correlation between moisture change and warping has been established. They line up almost perfectly as curl occurs in paper production.
Measuring Is Knowing
Measuring moisture in fiber-based webs is a tricky business. Specialized sensor technology is required to achieve a high degree of accuracy and reliability. Once the correct values are captured, extensive know-how is needed to interpret their meaning.
Moisture sensors are positioned after pre-heaters and before glue caps on each paper in single facers and each layer before the glue machine. Additional measurement location is after the double facer measuring the final moisture of the combined board. This ensures that every layer of the board has moisture and temperature measurements.
Real-time measurement data allows the preheaters to keep both temperature and moisture in target ranges with speed changes and splicing with automatic close-looped control.
Benefits of Moisture Control
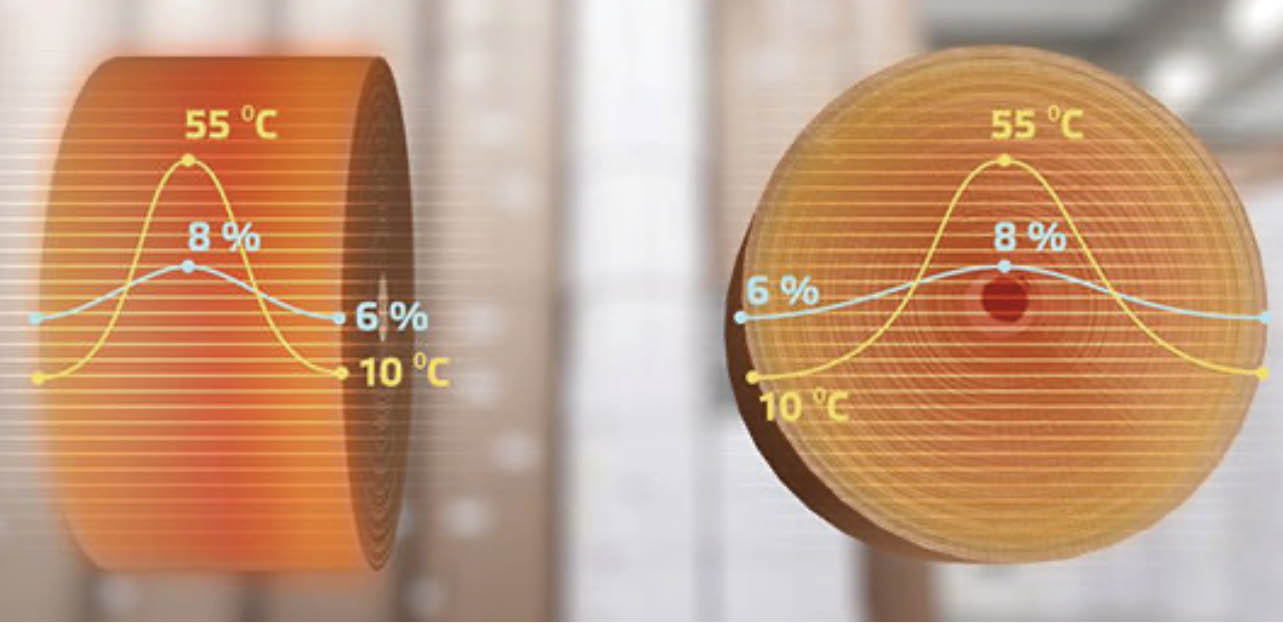
Moisture and temperature profiles of paper reels are normally of better quality when they first come off the paper machine. At this point, there is stable moisture through the reel with a smooth temperature curve from outside to inside. However, several factors can impact the moisture and temperature profile after production, including storage and shipment.
Without moisture control, the problems that arise from reel-to-reel and layer-to-layer moisture variation are not detectable until the corrugated board is already made. With predictive controls, moisture and temperature differences that caused warping and delamination in the final product can be eliminated. Corrugator production is then far more sustainable as waste is dramatically reduced.
Paper moisture also affects how glue penetrates the fibers. Once moisture control is in place, there is no need to add extra glue for any other purpose than bonding. Corrugators can consistently use the minimum amount of glue required for bonding, reducing glue and energy consumption and further reducing moisture variation after corrugator causing post-warp and washboarding.
Automated Controls for Optimum Performance
While accurate, reliable measurements are the foundation of moisture close-loop control, automation requires deep insights into fiber and water behavior.
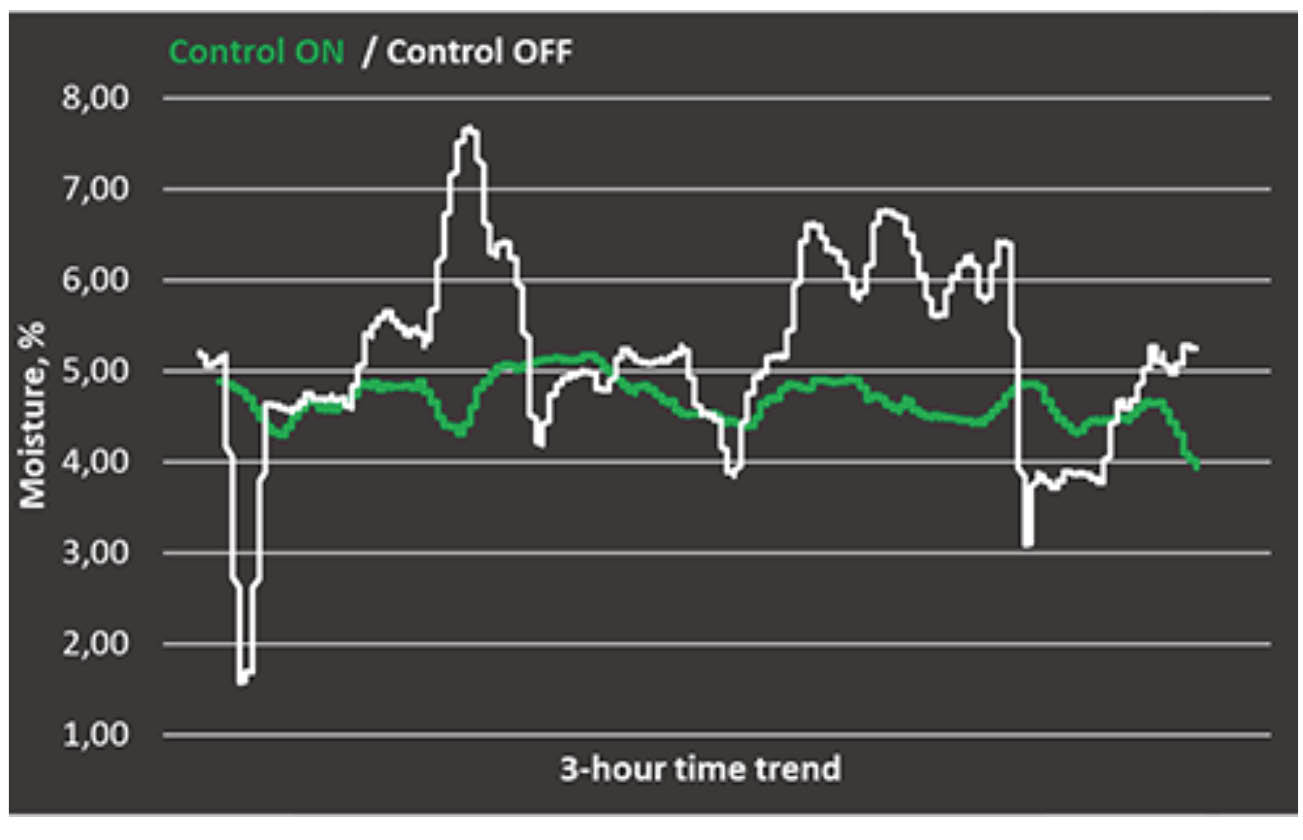
Instantaneous measurement— combined with predictive analysis—enables real-time response to varying moisture and temperature. When the machine direction close-loop moisture and temperature controls are on, there is practically no variation.
All grades have their own moisture and temperature targets stored in the database. Each target depends not only on the raw materials but also on the machine type and overall process, including storage, specific to each production plant.
Online Data for Real Results and Continuous Improvement – A Success Story
Adara Pakkaus Oy, a Finnish corrugated supplier, wondered if it could do better by implementing a new solution that could give it real-time data available online. “We did not want to fly blind anymore,” says Petteri Rekimies, production director at Adara with over 20 years of experience in the corrugated industry. “There’s no question that moisture and temperature vary in raw materials after logistics and also during the drying and rewetting cycles in the corrugator.”
Mikko Järvinen, development manager at Adara, adds, “Overall, we needed real, measured online data to see what happens during production to enable optimization and root cause analyses.
“Reaction time to raw material changes during production is very quick with online measurements and control,” continues Järvinen. “It is much better compared to when operators needed to wait until they see the sheets at the stacker to make corrections. That is too late when the machine is already full of unwanted quality.”
“Our waste level is now the lowest it has ever been,” says Rekimies. “We also know we can still improve, thanks to the real, measured data we have from the process. Experience from the paper industry has shown that temperature only is not enough to control the process and continuously improve productivity and profitability.”
With the collected data, Adara eliminates assumptions. When decisions are based on measurements from production, concrete actions can be taken to better serve Adara’s own converting and ensure end customers get predictable box quality.
“Our main operators have nowadays much more time to use on other important tasks besides monitoring the quality changes in splices. … Online moisture and temperature data available throughout the process also allows operators to be proactive in other areas that were not possible before,” says Rekimies.

David Maddux is the North American Corrugated Board and Converting Automation sales manager at Valmet. He can be reached at 423-309-8277 or david.maddux@valmet.com.